
Page 10 - ESP 65
P. 10
10 ESP 65
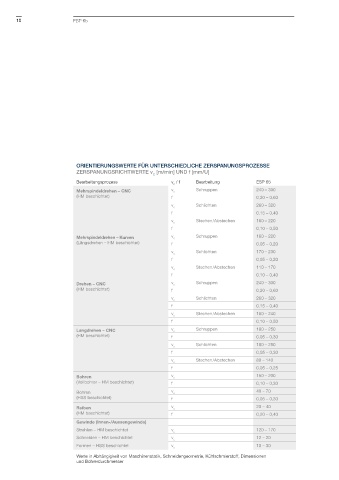
ORIENTIERUNGSWERTE FÜR UNTERSCHIEDLICHE ZERSPANUNGSPROZESSE
ZERSPANUNGSRICHTWERTE v [m/min] UND f [mm/U]
C
Bearbeitungsprozess v / f Bearbeitung ESP 65
c
Mehrspindeldrehen – CNC v c Schruppen 240 – 300
(HM beschichtet) f 0,20 – 0,60
v Schlichten 260 – 320
c
f 0,15 – 0,40
v c Stechen /Abstechen 160 – 220
f 0,10 – 0,50
Mehrspindeldrehen – Kurven v c Schruppen 160 – 220
(Längsdrehen – HM beschichtet) f 0,05 – 0,20
v c Schlichten 170 – 230
f 0,05 – 0,20
v Stechen /Abstechen 110 – 170
c
f 0,10 – 0,40
Drehen – CNC v c Schruppen 240 – 300
(HM beschichtet) f 0,20 – 0,60
v Schlichten 260 – 320
c
f 0,15 – 0,40
v c Stechen /Abstechen 160 – 240
f 0,10 – 0,50
Langdrehen – CNC v c Schruppen 180 – 250
(HM beschichtet) f 0,05 – 0,30
v c Schlichten 180 – 250
f 0,05 – 0,30
v Stechen /Abstechen 80 – 140
c
f 0,05 – 0,25
Bohren v c 150 – 200
(Vollbohrer – HM beschichtet) f 0,10 – 0,30
Bohren v c 40 – 70
(HSS beschichtet) f 0,05 – 0,30
Reiben v c 20 – 40
(HM beschichtet) f 0,20 – 0,40
Gewinde (Innen-/Aussengewinde)
Strehlen – HM beschichtet v 120 – 170
c
Schneiden – HM beschichtet v c 12 – 20
Formen – HSS beschichtet v 10 – 30
c
Werte in Abhängigkeit von Maschinenstatik, Schneidengeometrie, Kühlschmierstoff, Dimensionen
und Bohrerdurchmesser